1972 Stitzel-Weller Slideshow
(click on title to view slideshow)
The following notes were written in addition to the original, 1972 Stitzel-Weller-provided script. The exact words from the original script are included beside each slide image in the presentation I’ve organized (see slideshow link above). These additions are from my own research, but credit is also due to Curt Kolcun, a friend and fellow researcher, for his important contributions. The slides below are low-resolution and meant to serve as examples from the slideshow as presented in the link. The link above represents my own organization the original 1972 slideshow in its entirety.
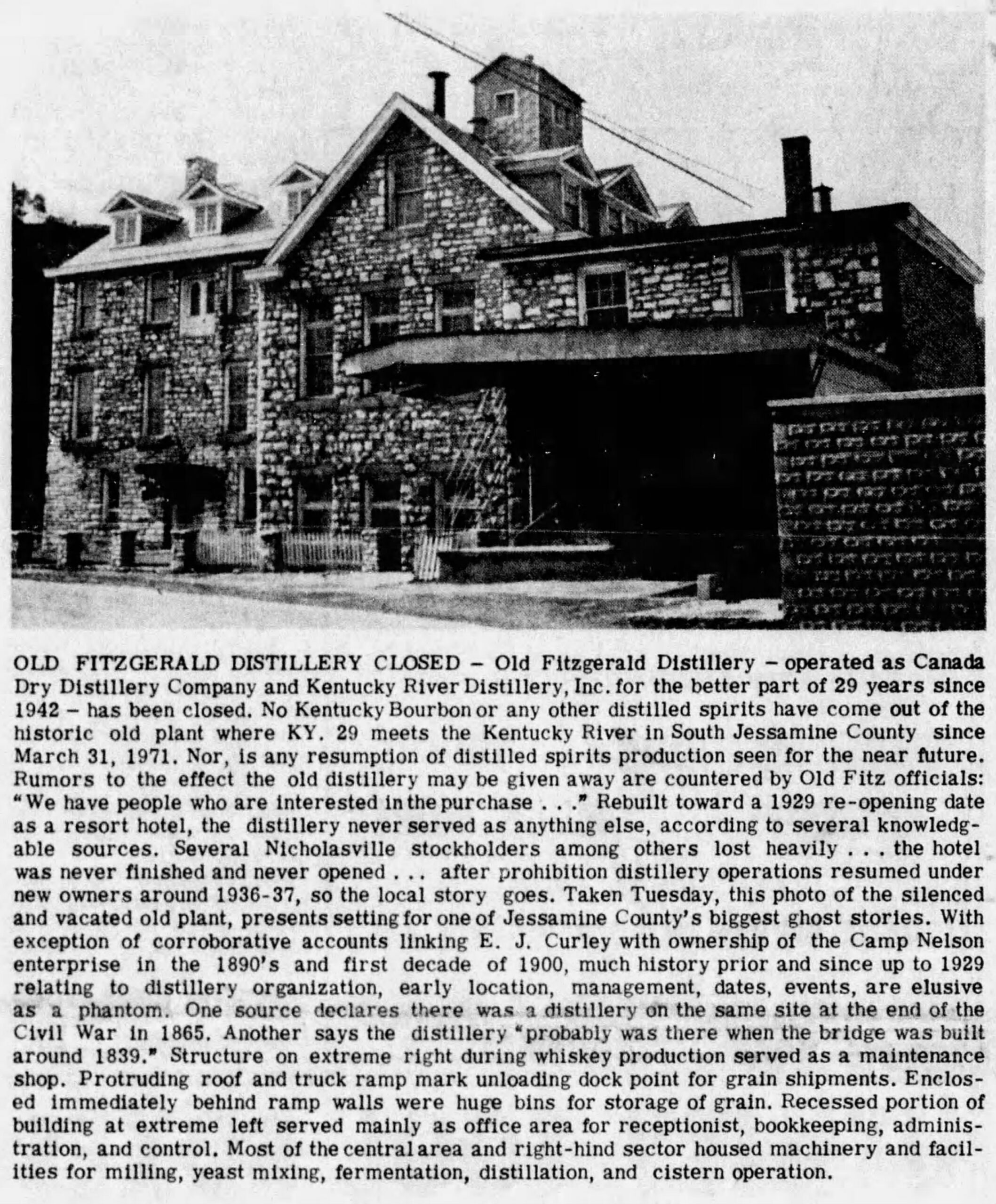
Before I begin, it is worth mentioning that the following slides were taken before Norton Simon bought Stitzel-Weller Distillery in 1972. The images in this slideshow depict the final days of the Stitzel-Weller Distillery under the ownership of the Van Winkle family…before things began to “go awry.” While Norton Simon, Inc. continued to advertise and promote the traditions upheld by Julian “Pappy” Van Winkle, Sr., the reality in Shively was quite different. In fact, after the takeover, the distillery’s name was officially changed from the Stitzel-Weller Distillery to the Old Fitzgerald Distillery. The distillery which formerly bore the name “Old Fitzgerald” was the E.J. Curley Distillery (renamed the Kentucky River Distillery) at Camp Nelson in Jessamine County. Norton Simon, which had ceased production at their Camp Nelson plant in March of 1971, chose to move bourbon production to their newly acquired plant in Shively.
Slides A-C:
These introduction slides serve as beauty shots.
It’s notable that thoroughbred racehorses also benefit from Central Kentucky’s limestone water. The water and the bluegrass pastures which absorb that water are enriched by calcium and minerals, making for stronger bones and healthy builds for racehorses. While this is not unique to Kentucky, the landscape and the bluegrass pastures provide safe nurseries for thoroughbred fillies and colts.

Slide#1: Bronze plaque at the gate
This famous plaque is synonymous with Stitzel-Weller. The quote belongs to Julian Van Winkle, Sr. who placed several similar signs around the campus displaying his thoughts on the bourbon made by his distillery. Sally Van Winkle Campbell quoted the plaque in her book title, “But Always Fine Bourbon: Pappy Van Winkle and the Story of Old Fitzgerald.” The book was written about her family and their distillery.

Slide #2: Sign at distillery entrance
This sign reads:
(On frame, the dates read “1849” and “1879”)
“The First Stitzel-Weller Distillery was erected in 1935 following the merger of W.L. Weller & Sons, Estab. 1849 (and) Stitzel Distillery, Estab.1872.
“In this our fourth privately owned distillery we faithfully adhere to the traditional distilling methods that made these two names illustrious.
“Thus, genuine homemade old fashioned Sour Mash whiskey is the only beverage that has been or ever will be distilled on these premises.
“OLD FITZGERALD.”
While Stitzel-Weller was built in 1935, the use of the word “first” here is odd. The Stitzel-Weller Distillery was the only one to ever exist at that location, even as the use of the word “first” may imply that there had been others. Then the sign reads, “…our fourth privately owned distillery.” There were, indeed, four Stitzel family-owned distilleries, but the Stitzel-Weller Distillery was largely unrelated to those properties and unique unto itself. The use of wheat in their mashbills, for instance, made Stitzel-Weller very unique and differentiated it from any of the Stitzel family distilleries. (Read more about previous Stitzel family distilleries here.)

Slide #3: Portico
This is the portico of Stitzel-Weller’s administrative offices. The building’s façade is modeled after Thomas Jefferson’s Monticello. The front door has a brass knocker adorned with five brass keys. These supposedly symbolize the five essential steps in crafting their Old Fitzgerald bourbon: grains, yeast, fermentation, distillation, and maturation. This building housed Julian Van Winkle’s office.



Slide #4: Bourbon beauty shot on silver tray
This slide requires little explanation. The silver cup on the left with stirrer is a julep cup.

Slide #5: A picture looking down Limestone Lane

This is a current aerial view of the campus at Stitzel-Weller. The portico in Slide #3 can be seen as the half-round, white porch at the front of the office building. Limestone Lane can be seen running perpendicular to Fitzgerald Road. The curved entrance walls with monument pillars and plaques are visible in both images, as well.

Slide #6: Well out in front of the distillery New 2-1/4 square
The well pump was a decorative element on the campus, but it was a working pump. It is unclear what the “New 2-1/4 square” part of the description meant.
The gazebo over the pump can be seen in the aerial photo above.

Slide #7: No Chemists allowed sign
Julian Van Winkle, Jr. pointing toward his father’s sign. It reads:
“No Chemists Allowed!
“Nature and the old time know how of a Master Distiller gets the job done here.
“Because traditional Kentucky Whiskey is a natural product, we disdain synthetics, scientists and their accompanying apparatus.
“This is a Distillery not a whiskey factory.”
This sign was always a little tongue-in-cheek. Obviously, any distiller uses scientific equipment! The distillation of whiskey is literally an application of science. Litmus paper, thermometers, brix meters, hydrometers, etc. are all scientific tools used by distillers, regardless of their level of commitment to tradition. Distilling is immersed in science! Mr. Van Winkle’s sign and its message were meant as a response to the other distilleries that were coming online at the same time that Stitzel-Weller was starting up in the 1930s.
Van Winkle and his partners, while not distillers themselves, were committed to applying the same processes that were being employed before Prohibition. The majority of the distilling companies in the industry after Repeal, however, were shifting away from the old way of doing things and taking on a “white-glove”, laboratory-focused approach. Much of this was due to a post-war transition away from traditional whiskey production. It was also done in an effort to streamline the process and cut costs. During WWII, distilleries had been altered to manufacture industrial alcohol, rubber, antibiotics, etc. for the war effort, so many staff members in Kentucky’s distilleries had begun to bend toward a more science-forward approach. “Pappy” Van Winkle was driven to maintain a pre-War mentality, rejecting modern conveniences in favor of traditional methods and equipment.
The irony here is that 1972 marked the end of Stitzel-Weller as a family-owned company. While Pappy Van Winkle had been committed to traditional methods, Norton Simon was not. The stubbornness that kept science out of Stitzel-Weller’s distillery lost its grip after the takeover. Steve Clark, yeast tender at Stitzel Weller between 1973 and 1981, made his feelings clear. “They said nothing was going to change under the new ownership. But they replaced those wooden fermenters. Then in 1980 when they told us they were going to phase out the yeast, they said we wouldn’t lose our jobs. Well, that wasn’t true either. Everything that made that place special went away.”

Slide #8: Hand full of corn
This image shows a yellow dent corn. It is NOT a flint corn, which so many traditional distillers once insisted upon for bourbon.
Since the 1930s, Kentucky’s distillers were much less reliant on locally grown grains. During Prohibition, A. Ph. Stitzel’s Distillery on Story Ave. in Louisville was given trainloads of grain, shipped to them by the U.S. government from the same sources- just like everyone else manufacturing medicinal whiskey during Prohibition. At the end of Prohibition, they were free to pursue their own sources for grain, and many were forced to find different sources than the ones they used before Prohibition. By the 1960s and 70s, the grain market was much more reliant upon commodity grains and much less upon locally-grown, landrace varietals.
The mashbill for Stitzel-Weller’s Old Fitzgerald bourbon was 73% corn, 17% wheat, and 10% malted barley.

Slide #9: Corn scales
This method of weighing core samples from each delivery of corn to the distillery NEVER changed. Video from 1992, just before they closed show the distillers using this same method to measure the moisture content of their wheat delivery. What they’re not showing you here is how that process works.
First, a core sample of grain is taken from the truck. This is done by plunging a hollow tube (much like a whiskey thief!) into the tractor trailer bed from above. This is a “core sample”, meaning it is a randomized sampling of the grain in that truck (not grain from the top or bottom or middle, but through its core). That approximately 100 gram sample is brought inside and weighed to be exactly 100 grams- This is the purpose of the scale you see in the photo. That same core sample is then heated by being placed in a “koster tester” to rid the sample of any remaining moisture, giving the sample a stable, unchanging weight. Then the sample is weighed again. Then a bit of math to find the moisture content of the initial sample. (The formula for percentage moisture content is: Initial weight, divided by the final dried weight. Take that number and multiply it by 100. That’s your percentage of moisture.) This process is essential to evaluate the quality of the shipment- something that can NOT be assessed by the naked eye alone. If the grain was not dried (before shipment) to a specific moisture content, the viability of the grain is affected- not just for storage purposes (it will rot, if it hasn’t begun to already!) but for how well it can be milled for use in the distillery.


Slide #10: Shoveling corn
This slide explains that the company only buys “year old” corn. This is an odd thing to brag about from an agricultural perspective, though it is perfectly understandable from the perspective of the commodity grain market. Stitzel Weller in the 1970s was beholden to the whims of the commodity grain market, or at least much more so than it had been decades earlier.
Corn, regardless of its age, can be highly graded as long as it’s been dried and stored properly. The script implies that “younger corn” is faulty, but, again, that is entirely dependent upon the way it was handled. Corn that has sat in a bin for a year will tend to drop in moisture content, but drying fans can have that same effect. The commodity grain market, over the years, has altered the manner in which corn has been harvested by farmers. Where once, the harvest would wait until the corn dried properly on the stalk, the commodity grain farmer will harvest early to get all their grain off their fields under a deadline. If the corn is dry, they get a better payday- If its moisture content is higher, they get paid less for their crop, but at least they get paid for viable grain and aren’t left to worry about a failed crop from waiting too long.

Slide #11: Master Distiller
This 1972 image is of Woodrow “Woody” Wilson. The script describes Woody’s sense of smell and his ability to “feel” if the grain was up to Stitzel-Weller’s standard of excellence. The smell test being described wasn’t just done by sticking his nose in the grain, it was also done by heating the grain (by a microwave later in the 80s-90s) which made it easier to smell for any mold contamination. One cannot tell moisture content from feeling the grain, so he was certainly not basing his assessment on how it felt! (See Slide #10) Being a master distiller did not give him super powers, as much as the marketing language in the script would have us believe.
The master distillers of Stitzel-Weller were as follows:
1. Will “Boss” McGill: 1935 – 1952 (death)
2. Andrew J. “Andy” Corcoran: assistant distiller: 1942-1952
master distiller: 1952-1958 (death)
3. Roy Hawes: 1958 – 1971
4. Woodrow “Woody” Wilson: 1971 – 1983 (Roy Hawes retired, but remained a mentor to Wilson)
5. Ed Foote: 1983 – 1992 (Distillery closed in 1992. Foote moved to Bernheim.)

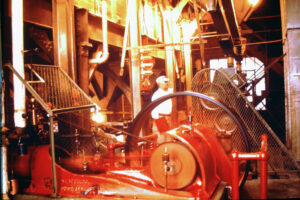
Slide #12: Close-up of mill room steam engine
This steam-powered, belt driven engine which powered the distillery was used until 1980 when it was decommissioned. The roller mills were replaced by an electric hammer mill. We can see this is Ed Foote’s notes (along with many other important dates!)

Slide #13: A wide-angle view of the mill room
This view is from behind the steam engine which powered the roller mills.

Slide #14: Miller at work
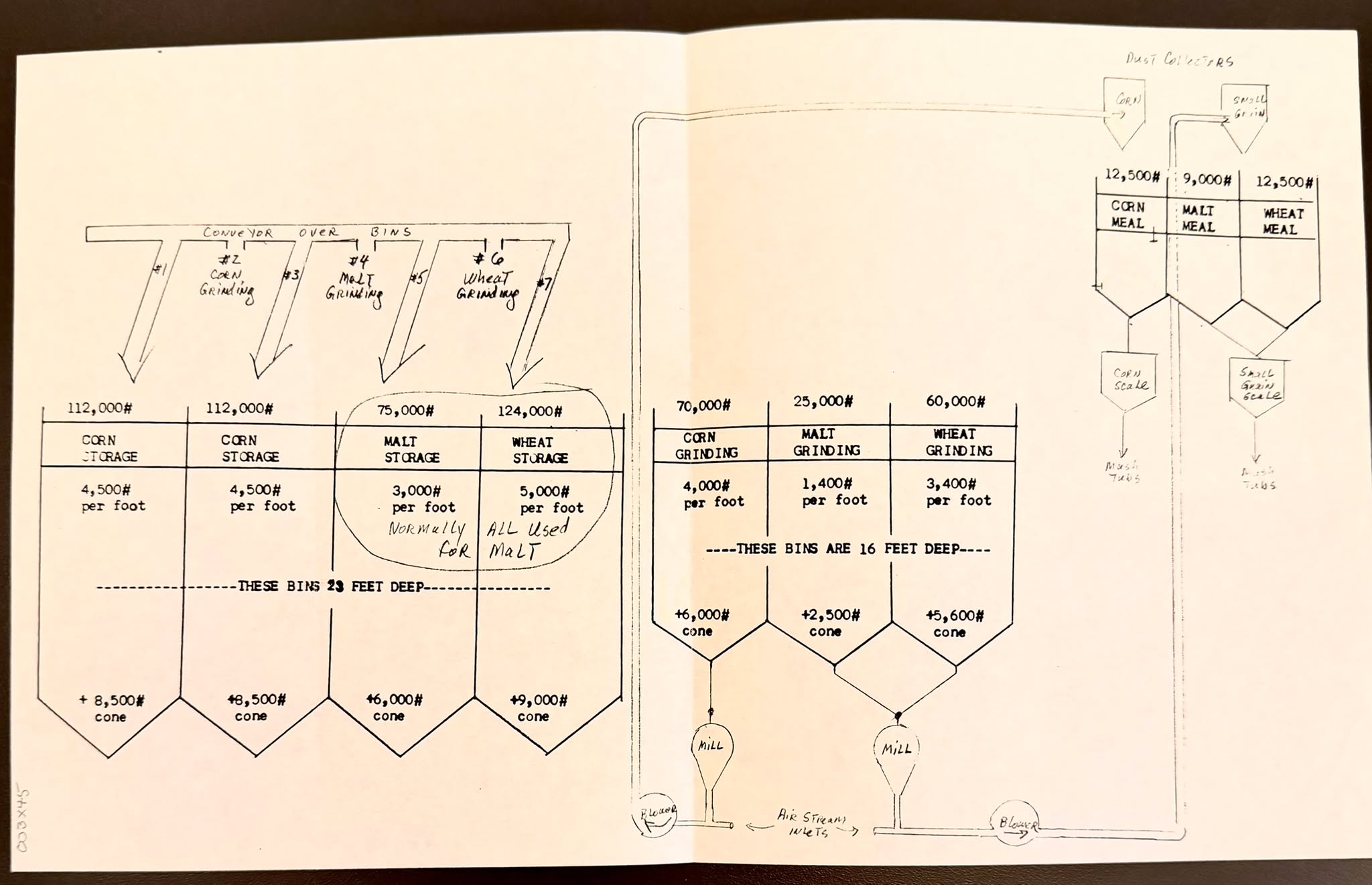
This slide clearly shows the grain hoppers (cone-like structures above) feeding two shaft-driven roller mills (slot-machine-looking, upright silver machines being fed by hoppers). One mill for corn, and the other for wheat and malted barley. The hoppers are at the base of very tall, square and wooden grain silos. The red engine ran the belts that turned the rollers in the roller mills. The belts, which are turning very fast, are turning inside the wire, metal cages. This view is taken from the opposite side of the room than Slide #13.

Slide #15: Miller taking grain from bottom of mill
This photo shows the miller with two handfuls of grist. Every mill throughout history, even the most modern mill, has a way for the miller to test the consistency of the grist. At Stitzel-Weller, the corn was ground coarsely, while the wheat and barley malt were ground finely. Two different roller mills were set to separate specifications. Later, after the distillery shifted to a hammer mill in 1980, the mill could be set manually with the push of a button, depending on which grain was being milled.

Slide #16: A hand full of wheat
Stitzel-Weller used soft winter wheat. Hard wheat and soft wheat are both planted in the fall (hence the winter vs. spring varietal). Their difference is in their protein content, gluten strength, and texture, all of which dictate their baking applications. Hard wheat is 10–14% protein and higher in gluten, which makes it ideal for chewy yeast breads and pasta. Soft wheat has lower protein and more starch, producing a “softer” flour, ideal for cakes, pastries, and cookies. Perhaps the most important distinction for commodity grain markets is that soft wheat produces higher yields in the field for farmers.
For more on the origins of wheat in Stitzel-Weller’s whiskey, read THIS.

Slide #17: Wide angle mash tub view
This slide shows one of two identical grain cookers at Stitzel-Weller. Each had a capacity of 11,421.28 gallons. This mashtun heated the mash with internal copper coils charged with steam. The corn was cooked first, and then the wheat and malted barely were added. The grain was gravity fed into the mashtun from conical bins on the story above the cookers. These bins served as literal grain scales, weighing out the exact amount of grain that needed to be added to the mashtun below. The cooking process lasted 3 hours.

The mash was constantly agitated by a stirring mechanisms powered by the steam powered engine in Slides #12 & 13. The engine turned a horizontal driveshaft which ran behind the mash cooker. The driveshaft powered the central, vertical shaft which turned the forks and stirred the mash. In Figure 8 (1992), you can see the copper heating coils and the forks clearly stirring clockwise. In Figure 9, the central shaft is visible, as are the heating coils along the exterior wall of the mashtun.



Slide #18: Close-up of the mash tub
While Slide #17 showed Open Mash Tub No.1, this slide shows its identical mash cooker, No. 2. As the script explains, they are not entirely open, but are not cooked under pressure. Stitzel-Weller’s mash cookers were quite similar to something one might see in Scotland at a scotch whisky distillery. The mashes were cooked at 212 degrees Fahrenheit. While 212 degrees is not uncommon in pressure-cooking operations, it would be considered very unorthodox (not to mention very unnecessary) by a modern distiller! This boiling temperature is significant (if it is accurate) because that would mean that a great deal of evaporation would be taking place over time. As explained in Slide #17, the overall time for mashing was three hours, but a breakdown for how much time was assigned to each stage of the cooking process is not made clear. Regardless, a temperature as high as 212, even for a portion of those 3 hours would imply that Stitzel-Weller was condensing their mash (“cooking it down” like a cook might with a soup) and raising the gravity of their mash well beyond what most distillers might seek to achieve. That high sugar content achieved during a long cooking cycle would have been dropped down to more normal levels with the addition of water as the mash was being cooled (for the addition of wheat and barley). Images of the mashtun in succession reveal that the fill level of the mashtun rises throughout the process, presumably with the addition of water.


Slide #19: Hand full of barley malt
This slide explains the temperature of the ground water in Shively is 57 degrees Fahrenheit year-round, and that the addition of cold water after the addition of barley malt aids the mashing process. The script explains that well water is used, never city water. (It is unclear if this is true or not. Most distilleries were using filtered water in their mashes.)
We know from Ed Foote’s notebooks that during the early 1980s Stitzel-Weller was sourcing their barley malt from Froed Tert Malting Company in Milwaukee, Wisconsin. This malt house, founded in 1875, famously served Milwaukee’s breweries, but sold malt to distilleries as well. It is unclear how long Stitzel-Weller had been buying malt from them, so it’s impossible to know without more research if this image from the early 1970s depicts Froet Tert barley malt.
Slide #20: Jug yeast
Pre-packaged yeast was not utilized at Stitzel Weller until 1981 (See Figure 5) which means that fresh yeast was being propagated daily at Stitzel-Weller for a half a century!
The small “dona jug” seen on the shelf contained the “mother” yeast in liquid form. There were at least four dona jugs in different states of development being kept in cool storage at all times. Any sourdough bread maker is familiar with the art of tending yeast and with maintaining the integrity of their own unique yeast strain. A yeast master’s job was to maintain the health and consistency of their distillery’s yeast strain and to keep their mother yeast thriving in a cool environment (in their dona jug!). It is difficult to stress the importance of yeast because its importance has been downplayed since the whiskey industry’s conversion to dried yeast. This is not to say that dried yeast is better or worse than live yeast- They both work equally well! What I am saying is that the diversity which once existed between yeast strains from distillery to distillery were far more varied and numerous during the time when yeast strains were cultured by master distillers.
Another important and often ignored part of yeast tending was the addition of hops. At Stitzel-Weller, bales of dried hops were delivered to the distillery as often as they were needed. The bales were loaded into the upper stories of the still house and into the yeast rooms via pully through drop doors (like hay). The hops were ground and loaded into a bin where they could be used as needed. Each time a new batch of yeast was made each day, barley malt and water was mixed with several scoops of ground hops. The concoction was brewed and strained through cheesecloth to create what the yeast tenders called “jug yeast tea”. This tea, which was placed into a clean copper dona jug, was used as the substate to which the distillery’s yeast was added. That dona jug was then placed in a cool, refrigerated space and allowed to sit for several days. The newest batch was placed at the back while the oldest (usually 4 days old) was moved to the front for the next day’s batch of yeast.
Today, there are many varieties of dried and pre-packaged yeasts to choose from, but those varieties of yeast do not reflect the flora of a distillery’s location, nor do they behave the same way as dona jug yeast. Live yeasts, especially yeasts in a well-inoculated environment, tend to be more active and vigorous during the early stages of fermentation, creating a different development of flavors in the mash. They also tend to thrive during longer fermentation times.
It is a well known fact that Roy Hawse, while working as distiller at Stitzel-Weller (likely still working under A.J. Corcoran), gave some of their jug yeast to Makers Mark during their early years as the Star Hill Farms Distillery in Loretto, Ky. He states very clearly in a 1985 interview, “…we made enough for him, too, one of the first times, you know, to get him started. It’s the same whiskey as ours.”

Slide #21: Dona tubs
These tanks were used to propagate a small amount of the distillery’s yeast from the dona jugs (Slide #20) into 350-400 gallons of yeast required for use each day. To each dona tub, 150 pounds (350 pound bags) of barley malt and several scoops of ground hops were added to hot water and allowed to steep. The jug yeast from one of four dona jugs then was added to this barley malt and hop tea. The yeast was given time to eat the sugars from the barley malt mash and multiply exponentially. The yeast was meticulously cared for and monitored before being put to work in the fermentation room.
Steve Clark, a yeast tender at Stitzel-Weller between 1973 and 1981, explained that the three dona tubs in Slide #21 were gravity fed into another set of dona tubs (2) on the floor below. It was from those two tubs below that the day’s yeast was pumped into the fermentation room. He also stressed how hot it was in those yeast rooms!
The use of dona tubs ceased in 1981 when fresh yeast was replaced with pre-packaged yeast. Yeast tenders were removed from their jobs and sent to work elsewhere in the plant.

Slide #22: The laboratory
This bit of theater is nothing more than marketing lore. The distilling of whiskey is not usually done in a sanitized environment. There is dirt and dust and bacteria and yeast and all sorts of microflora which affect the entire process. It is the consistency of the process in the same environment under the same conditions that create the same whiskey day in and day out for a distillery. The distillers at Stitzel-Weller used more than litmus paper to test their product throughout the distilling process.

Slide #23: Men testing in laboratory
Here, we see Woody Wilson checking the hydrometer and thermometer contained within this old school, copper suspension tube. This tube is hung at the end of a cord and dropped into the fermentation tubs. This testing is repeated throughout the process of fermentation. The master distiller assesses the distillers beer as it progresses from zero alcohol content to full attenuation.

Slide #24: Fermenting room
These cypress fermenters held about 12,000 gallons of beer. Both mash cookers held a maximum capacity of 11,400 gallons of mash, but they were not filled to the top. Add to that 350 gallons of yeast and malt and a portion of backset, and you can see why the fill levels are as high as they are. It is also clear from the marks on the inside of the tank that the yeast cap rose several inches before falling back down again.
There are seven fermenters visible in the immediate room, but through the far wall, you can see into the next room where that number appears to double. While there is little evidence to say for sure, it appears that Stitzel-Weller may have had 14-16 fermenters in 1972.
After the Norton Simon takeover, the use of cypress tanks was phased out. They were replaced with stainless steel tanks.

Slide #25: White-washing
This slide immediately caught my attention when I saw it for the first time because I was unaware that such a famous distillery employed the technique of white-washing. The watering can contains a mixture of agricultural powdered lime and water. It is being poured over the interior walls of a hosed down fermenter to raise the pH on the wall surface and discourage the growth of bacteria. The script explains that the distillery’s cypress fermenters are not used every day, so they require a white wash to keep them “sweet” until they are used again- usually going unused for a day or more. With production slowing in the 1970s, and so many fermenters in the distillery, it’s no wonder that some of them went unused. Two mashtuns fill two fermenters, and if the fermentation cycle lasts 4 days, that means that the first two fermenters will be ready to distill when the 12th and 13th fermenters are being filled. If there were indeed 14 fermenters, than two of the cypress tanks would have sat idle for at least a day, even if the rest of the tanks were in use or in the process of being emptied and cleaned.
A white wash would also help to make fill levels very clear to staff members. A cresting fermentation would make a clearly visible line against a whiter surface. To be clear, the limestone wash would have had a negligible effect on the mash being poured into the tub. Powdered lime is literally derived from ground limestone, which we all know to be a positive addition to whiskey making. The amounts coating the walls of the fermenters would not have had an effect on 12,000 gallons of mash.

Slide #26: Down view of the fermenter
This is not a common sight in the modern whiskey industry- the completely white-washed interior of a cypress tank! As you can see, there are no agitation mechanisms. The mash was left to ferment naturally.
After the Norton Simon takeover in 1972, the cypress fermenters were phased out. Large stainless tanks replaced the old wooden fermenters. The large stainless fermenters were also replaced in 1983 with smaller stainless tanks, closer in size to the old cypress tanks.


Slide #27: Spent beer
This slide is a bit misleading because it does not show a vat of spent beer. It is an image of fully attenuated distiller’s beer being pumped into a fresh fermentation tank. The spent beer component described IS the sour mash or backset. The spent beer was added to the tank first, followed by the distiller’s beer and yeast.
Backset stabilizes pH and provides nutrients that benefit the new batch of yeast. While this method of adding “spent beer” or “backet” to the mash is not unique to Stitzel-Weller, it is certainly a traditional method employed by bourbon producers to achieve consistency from batch to batch.

Slide #28: New mash
While it’s difficult to convey in an image, this mash is bubbling away, churning up bits of grain through the suspended fluid and toward the surface. The bubbles are carbon dioxide, a byproduct of yeast during the fermentation process. The yeast cells are multiplying and devouring the sugars in that mash, leaving behind carbon dioxide, alcohols, and all manner of organic compounds. The script attached to this slide stresses that some distilleries choose to capture the escaping carbon dioxide and recycle it for use in other industries (The examples they use are fire extinguishers or dry ice production). Distilleries are quite savvy about recycling their waste materials, but Stitzel-Weller’s marketing team is making it very clear here that their ambition is in whiskey-making, not in the recycling of byproducts. Today, this language might be lost on a modern consumer, especially with so many distilleries focused on being green and environmentally friendly.

Slide #29: Finished beer capped over
The fermenters were filled and left alone for 3 to 4 days. A 4 day fermentation would be expected for any fermenters filled before the weekend. The fermenters were not agitated, though they were aerated using long wands attached to pneumatic hoses. A thick cap of yeast and grain would appear on the surface of the fermenter toward the end of fermentation and eventually begin to drop back into the tub when the process was complete.

Slide #30: The beer still
This slide shows Beer Still Number 3. As described in the slideshow’s script, the still was 65 feet tall. The distillate produced by the beer still came off at 85-90 proof (42.5-45% ABV). The still was run at 220 degree Fahrenheit at the top, at about 210 degrees at the bottom, and around 200 degrees near the middle. The base pressure stayed between 3 and 3 1/2 pounds.
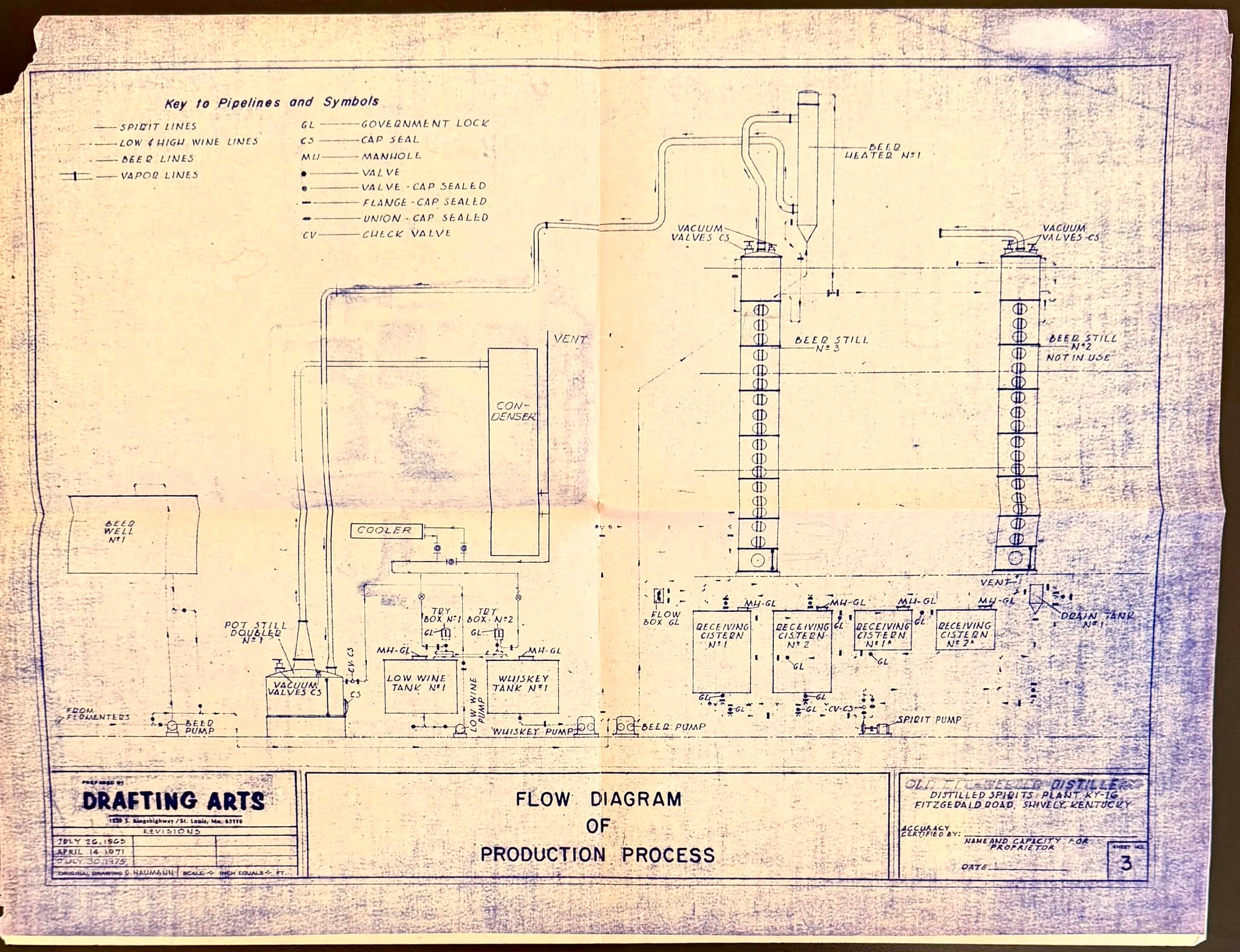
Figure 12 below shows Still #3 as Stitzel-Weller’s operational beer still during the 1970s. There were a total of three beer stills in residence at Stitzel-Weller, though they were not operational at the same time (see Figure 5).
The first run of distillation in a traditional distillery was run through a “beer still”. Beer stills differed depending upon the distillery and the type of whiskey being manufactured. In a rye whiskey distillery, for instance, the beer still was almost always a chamber still. The size of the chamber still, the materials the still was made from (wood or copper), and the number of chambers employed differed for each plant. In a bourbon distillery, most beer stills installed continuous column stills with over a dozen copper plates through which the beer would pass. In both rye and bourbon distilleries, the second run would pass through a pot-still style “doubler.” (see Slide #31)

The first beer still to be installed at Stitzel-Weller in 1935 was manufactured by Matt. Corcoran & Company of Louisville. This copper column still was most likely dubbed “Beer Still #1”. Beer Stills No. 2 & 3 were manufactured by Vendome Copper Works and were built as identical twins to the company’s first still. Ed Foote’s notes in Figure 5 explain that a new still was installed almost every decade; The first still was installed in 1935, and replacements were added in 1945, 1953, and 1965. After the 1970s, the stills were repaired with replacement parts. (see Figure 5)

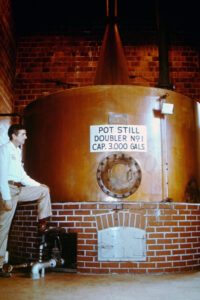
Slide #31: Pot still doubler
Stitzel-Weller’s pot still doubler was filled with the 85-90 proof distillate produced by the beer still. The large pot still redistilled those “low wines” into about 1,400 gallons of the distillery’s finished bourbon distillate, which came off at 118-120 proof. (59-60% ABV). (See Slide #32) The doubler ran between 186 and 192 degrees Fahrenheit.
In this slide, we can clearly see the original door where coal was once shoveled into the firebox beneath the still. The script explains that the fire-heated still was transitioned to steam heat “in recent years”, though it is unclear exactly when that transition took place. The capacity of the doubler provides some insight into the amount of low wines that were being produced by the beer still.
In later years, a jacket was added to the doubler which made it appear to be made of stainless steel. The copper doubler was beneath the exterior jacket.


Slide #32: Tail box
The tail box or “spirit safe” allowed the distiller to view the flow rate and alcohol content of the distillate as it came off the still. Controls below the tail box allowed the distiller to reroute spirit flowing through parrot/spout (See Figure 12’s flow diagram). Until 1983, the only person that had keys to open the tail box was a government appointed gauger.

Slide #33: Pipe line
This pipeline led from the still house to the cistern room in the barreling facility. Cisterns, which were closely monitored by government gaugers, held the finished spirit which passed through the copper doubler. Barrels were filled with distillate pumped from these cisterns. While the cisterns are not visible in these slides, they are marked in Figure 12. Barrels were filled with newly distilled bourbon spirit and rolled into position in one of the distillery’s bonded warehouses.

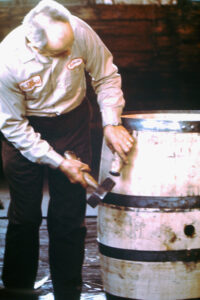
Slide #34: Barrels on fire
Stitzel-Weller did not manufacture all of its own barrels, but it did have an on-site cooperage which repaired and managed their barrel inventory. Most old-school distilleries employed a team of coopers for their on-site cooperage. Note the steel hoops around these barrels, which are being charred with direct fire. These barrels, once charred, were bound together using 6 metal hoops/bands. (See Slide #51)

Slide #35: New barrels
These barrels clearly have 6 metal hoops. When Stitzel Weller opened in 1935, it was using 8 hoops on its 48-gallon barrels. After WWII, the distillery shifted to using 53 gallon barrels with 6 hoops. It should be said that the use of higher char levels was a reaction to higher entry proofs, not to any thickness measurements in the staves used. Stitzel Weller began with a 107 barrel entry proof, but raised that to 114 after the war. A higher char would have compensated and added more color in a higher barrel entry proof without the addition of any coloring.
The script explains that each barrel cost $33. Today a new barrel might cost anywhere between 300 and 600 dollars! Inflation would bring $33 in 1972 to over $250 in 2026. The higher costs have to do with a higher cost for available materials (quality oak and iron) and reduced competition within the cooperage industry. There are also far fewer skilled coopers available to make barrels than there were 50 years ago.

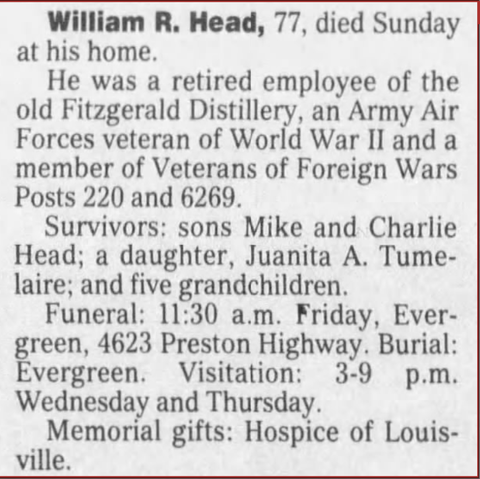
Slide #36: Rusty Head and a thick stave
Rusty Head is the name of the gentleman in the photo. His full name was William Russell Head. He was acting forman of the distillery starting in the 1950s. The stave he is holding is meant to show thickness and imply that the bourbon was soaking deeper into the wood, but that fact is influenced by marketing lore. While it is true that the quality of staves (across the industry) was higher during Julian “Pappy” Van Winkles’ tenure as president of Stitzel-Weller, the introduction of kiln drying to reduce the amount of time required to properly season barrel staves altered the quality of the wood used in barrel making. Properly seasoned wood once sat in the elements to dry for at least 3 years before Prohibition. That amount of time dropped down to two years after prohibition, and continued to drop as kiln drying was introduced. Abandoning these old, natural drying techniques changed the character of the wood itself, removing the flora and chemical changes in the wood that only time and exposure to the elements could have. The width of the stave and age of the tree from which the staves were cut had less of an effect on the character of a barrel stave than the amount of time the wood had been allowed to naturally season.

Slide #37: Man listening while filling barrels
While not usually done by the 1970s when this phot was taken, one could listen to the sound of the liquid filling in the barrel to know when the barrel was full.

Slide #38: Picture of a man bunging
Here, the same man from the previous slide is closing the barrel by hammering a wooden bung into place.

Slide #39: Slide deleted
Obviously, this slide was NOT deleted. It depicts a conversation between Master Distiller, Woody Wilson, and forman, Rusty Head. They are standing in front of a sign that reads, “$10,000 Reward!” This sign is likely the reason the slide was meant to be pulled from the slideshow. The reward was offered to anyone that could prove that neutral grain spirits were ever manufactured by Stitzel Weller. Well…the gig was up because the sale of Stitzel-Weller to Norton Simon in 1972 began the long, slow decline of Cabin Still’s brand through its new association to Canada Dry. The distillery could no longer make the old claim that they would not dabble in the use of neutral grain spirits.

Slide #40: Slow sign
This sign preceded the approach to the distillery’s warehouses.
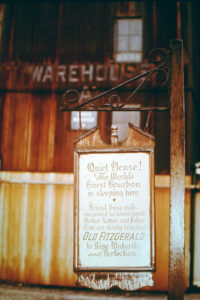
Slide #41: The “quiet, whiskey sleeping” sign
Another of Pappy Van Winkle’s signs.

Slide #42: Picture of ricks inside warehouse
The top tier of the ricks in one of Stitzel-Weller’s warehouses.

Slide #43: Men at windows
This slide is significant because it illustrates the deviation Van Winkle was making from steam heated warehouses, which had been quite normal into the 1950s and 60s. Pappy Van Winkle liked to brag about how much everything cost him, thereby implying a commitment to excellence regardless of the cost. Opening the windows also made the warehouses less volatile by allowing alcohol vapor to blow out of the warehouse through the open windows.

Slide #44: Warehouse window picture
There were about 4,000 windows that required opening and closing each day (as long as it wasn’t raining).

Slide #45: Twilight picture
Slides 45-50 are marketing images meant to convey time and highlight the patience required to mature the whiskey in the distillery’s warehouses. They are also meant to stress the importance of the changing seasons and their effect on the whiskey- again, largely marketing.

Slide #46: Dawn picture

Slide #47: Summer

Slide #48: Fall

Slide #49: Winter

Slide #50: Spring

Slide #51: Cooperage
This is the small building that remained by 1972 of the cooperage works at Stitzel-Weller. As the slide shows, the cooperage building used to be nestled in between the warehouses. Today, the cooperage has been relocated and placed closer to the main office (Slide #3) for tourism purposes.
When the distillery was founded in 1935, the distillery sourced its barrels from the Louisville Cooperage. Each barrel was constructed with 8 iron hoops. The distillery took pride in its 8 hooped barrels. It is often said that the distillery discontinued using 8 hoops and switched to 6 hoops after WWII. While this is technically true, the war was not the reason behind the reduction. The truth is actually much more interesting!
In the 1960s, the distillery placed locked suggestion boxes around the property and offered a reward (several hundred dollars) to anyone that could offer their thoughts on how the distillery might save money without disrupting the quality of their products. James L. Northcraft, assistant cooper to Frank Durkalski, placed a suggestion in one of the boxes. He proposed that the number of hoops on the warehoused barrels be reduced from 8 to 6. Each hoop cost about 50 cents, so $1.00 would be saved per barrel without damaging the spirit inside. This suggestion not only earned Mr. Northcraft a hefty bonus to his paycheck, it would change the look of every barrel in Stitzel-Weller’s warehouse from that day forward! It should be said that the millionth barrel filled at Stitzel-Weller, even though it was filled around the time the change was made, was designed with tradition in mind. It was given 8 brass hoops for posterity’s sake. (This story was relayed to me by Steve Clark, a yeast tender and warehouseman at Stitzel-Weller. He heard the story directly from Jim Northcraft.)

Slide #52: Staves
This slide is meant to show the “thin red line” showing the depth to which the spirit absorbed into the wood.

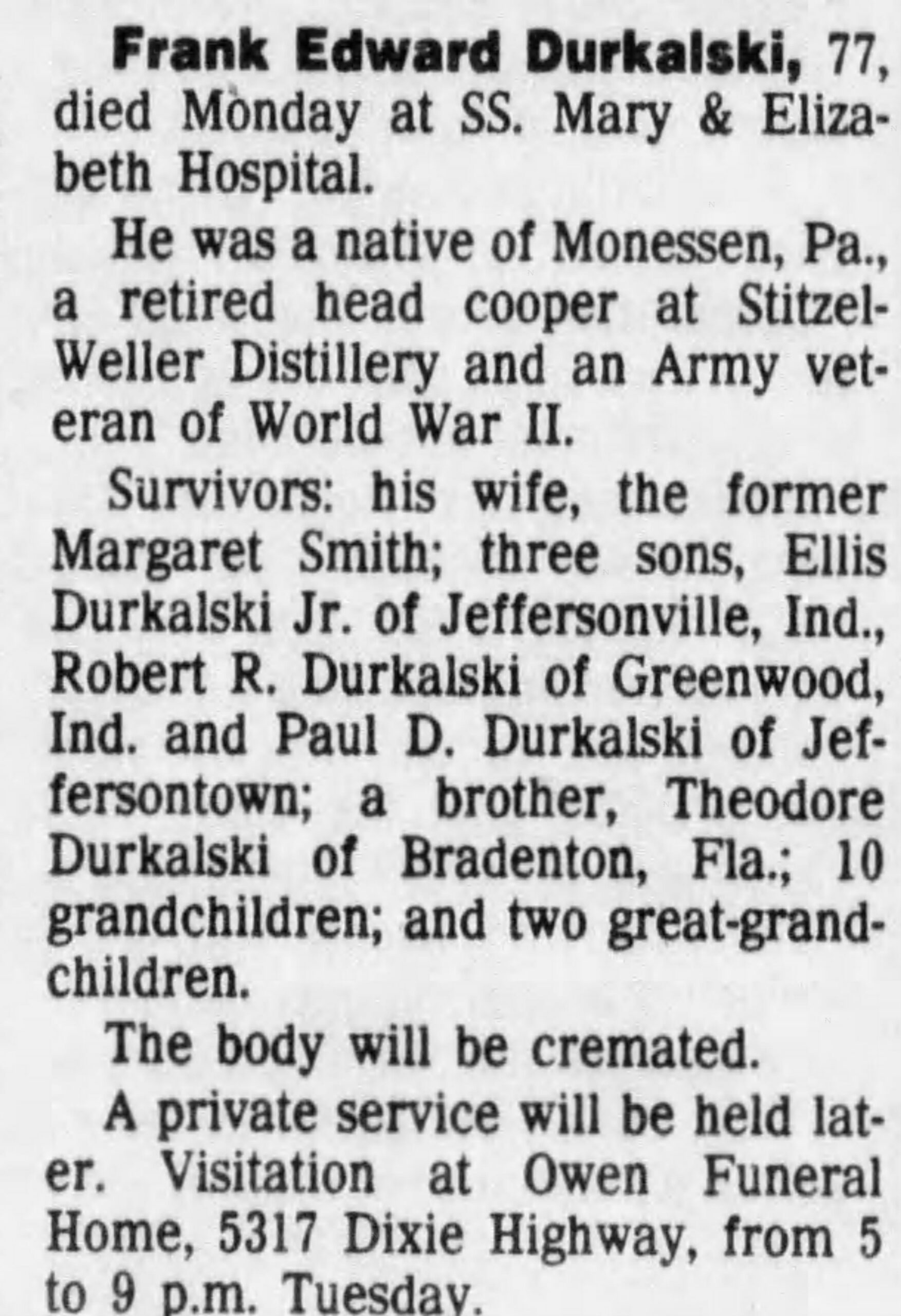
Slide #53: Cooper at work
The nametag on the cooper in this photo reveals this man to be Frank Edward Durkalski. While no one seems to remember why, folks at the distillery called him “George”!
Frank lived in Monessen, Pennsylvania well into his 30’s when he was drafted as a soldier during WWII. He had been a furnace operator for a steel company as a young man. By 1950, he was living in New Albany, Indiana, but was working as a warehouseman and rolling barrels for Stitzel Weller Distillery. His was about an 8 mile commute to work each day.
“George” described how he got his job at Stitzel-Weller to his friend Steve Clark (yeast tender). After mustering out of the military and leaving his station at Fort Knox, he found himself driving through Shively. His car broke down, so he wandered down the road toward the distillery to seek help. Instead of help with his car, he landed a job which paid 55 cents an hour. Frank would remain with the company until his retirement at the age of 65. He was master cooper for the distillery, but carried on working in the distillery offices after his retirement. He even cared for the Van Winkle’s bird dogs and maintained the family’s kennel.
Slide #54: Cooper working
Frank Durkalski removing a hoop from a whiskey barrel. The slide states, “George our old cooper says thay (sic) can put a man on the moon, but they haven’t done a thing to make the cooper’s job any easier.” The slide mentions that Frank “George” Durkalski learned his trade from “an old time traveling cooper”. However he learned his trade, his coworkers held him in the highest esteem
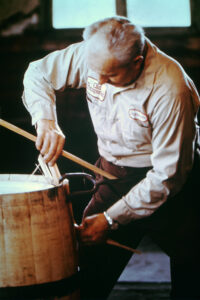
Slide #55: Cooper working with cattails
This method of stuffing cattails between staves to fix leaking barrels is an old one. (Read More about that here) You can see that, with the hoop removed, the cooper can insert a dried cattail leaf to plug the leak when the hoop is restored into place and the wood is tightly bound once again. The flavor contribution from these reeds is neutral, so cattail flagging serves as an excellent barrier against leaks.


Slide #56: Durkalski with dog
Frank “George” Durkalski cared for the bird dogs on the distillery’s campus. The kennel is visible in the background.
Slide #57: Bird dog in relaxed position
Beauty shot for marketing purposes.
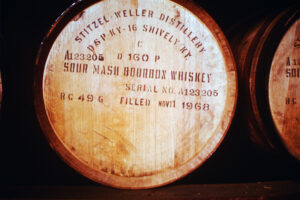
Slide #58: A head on picture of barrels in a rick
This barrel head provides quite a bit of information, all of which was tracked by the warehouse staff. This barrel was filled on November 11, 1968, which would mean the whiskey inside, when this photo was taken, was nearing 4 years of age.
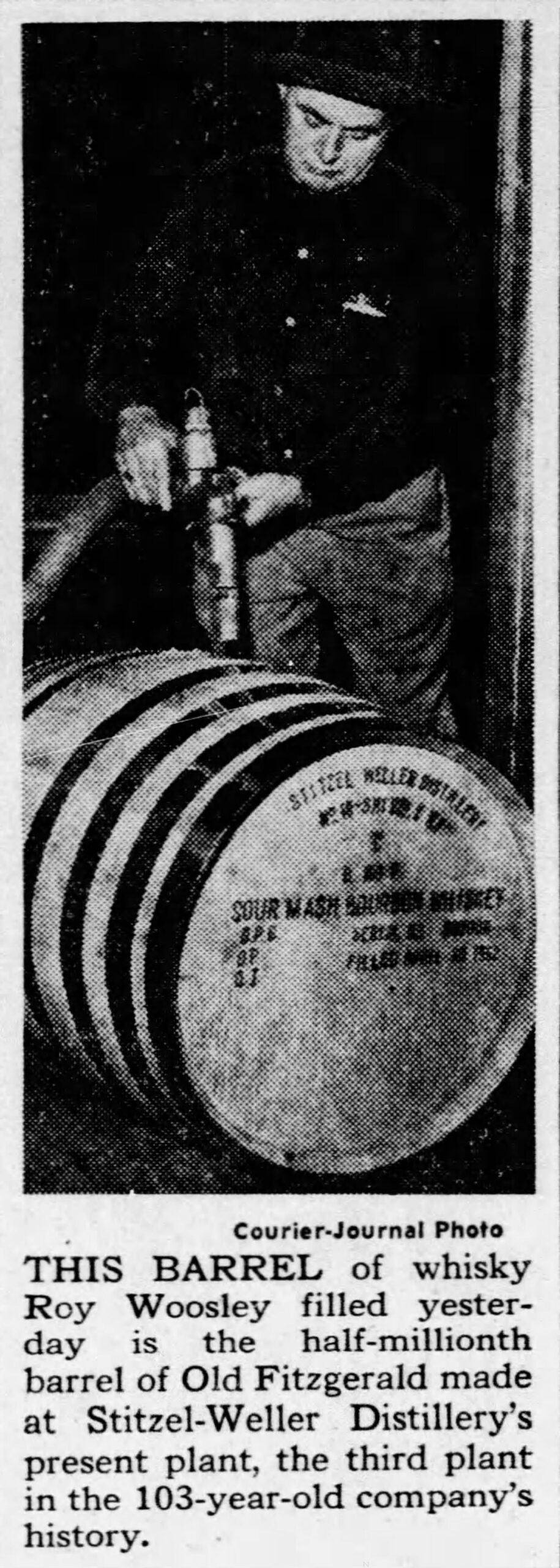
Steve Clark, employee at Stitzel Weller during the 1970s explained that while he worked there, the distillery’s forman, Rusty Head, pulled a special barrel of bourbon with 8 brass hoops from the warehouse. It was the millionth barrel of bourbon filed at the Stitzel-Weller/Old Fitzgerald, but no grand plans were made to display the barrel after it had been emptied. It sat there in the warehouse gathering dust for years, almost forgotten about in the corner. A bigger deal had been made of the 500,000th barrel back in 1952 when the distillery was still family-owned. Mr. Clark commented that if it hadn’t been for Mr. Head, the barrel may not have been saved for posterity.

Slide #59: Whiskey being dumped
This inventory of barrels is getting ready to be dumped/harvested.

Slide #60: Tasting
From left to right: Woody Wilson, (unknown), Julian Van Winkle, Jr.

Slide #61: Picture of 1849 Room with Mr. Van Winkle
This office is within the main building at the campus’ entrance (See Slide #3). The portrait above the mantle is of Julian “Pappy” Van Winkle”. Julian Van Winkle, Jr. is resting on the arm of the chair. The gentleman standing beside the fireplace is Kenneth E. Gregg. Gregg became vice-president at Stitzel Weller in 1971 after 20 years with the company.

Slide #62: Old bottles
These display bottles are collectibles. They were not sold directly to the public, but were used as display bottles for backbars at restaurants or clubs. They were used to advertise a brand of whiskey owned by W.L. Weller & Sons. The use of these bottles in this slideshow is meant to connect the present to the past, even if none of these whiskeys were ever manufactured by Stitzel-Weller Distillery in Shively. This is/was a common device in bourbon marketing after Repeal (1933).

Slide #63: Old bottles with new Cabin Still
Here, the Old Still bottle is replaced with the “new” 1972 version of Cabin Still.

Slide #64: Old Fitzgerald beauty shot
Another image of decanter bottles meant to be used on backbars. These would have been filled directly from the barrel by the bar or restaurant that bought the barrel. In the case of Old Fitzgerald, W.L. Weller did not come to own the brand until 1925, so this decanter most likely held S.C. Herbst’s bourbon, not anything manufactured by Stitzel-Weller Distillery in Shively. Again, this is an effort to connect the past to the present.

Slide #65: Bourbon family shot
The core brands manufactured by the Stitzel-Weller Distillery in 1972. Note the disappearance of Cabin Still.
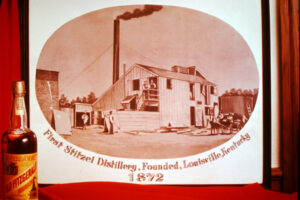
Slide #66: Photograph of our first distillery
This is NOT a photograph, but an artist’s rendition of the original Stitzel Distillery built in Louisville in 1872. This distillery was the precursor to the Stitzel Distillery at 26th and Broadway. That 2nd distillery, also known as the Glencoe Distillery, was built in 1884. You can read more about this HERE.

Slide #67: New distillery picture
This is also an artist’s rendering. You can see the well pump in its gazebo (Slide #6) and the portico (Slide #3) in the distance from the front entrance of the campus. A bird dog is pictured trotting up to the “Always Good Bourbon” plaque on the monument pillar (Slide #1).

Slide #68: Warehouse evening shot
This image shows the barrel tracks leading out of a bonded warehouse. These tracks are commonly used by warehousemen when rolling barrels to and from warehouses.

Slide #69: Bourbon and grain on barrel top
This image is interesting because it shows a bottle of Stitzel-Weller’s Old Fitzgerald Prime bourbon (today worth a great deal of money) and a bottle of Prime Limestone Water. Both of these bottles were most likely bottled in the late 1960s. The Prime version of Old Fitz was launched in the mid-1960s after the death of Pappy Van Winkle in 1965. It was bottled at 86.8 proof, as opposed to the 100 proof in standard release.
The bottle of water’s label reads, “This is the famous pure well water that has given Old Fitzgerald world wide renown. Now you can try this unique water in your personal highball. Fine whiskey needs nothing more.” (See Slide #65 for the labeling differences between Old Fitzgerald and Old Fitzgerald Prime.)